

-
- 公司:
- 成都鑫睿能机电设备有限公司
-
- 联系:
- 王先生
-
- 手机:
-
13980892502
-
- 地址:
- 成都市


- 滚筒装配线的特点51阅读 2024-05-17 09:52:18
- 塑料管材生产线的日常维护43阅读 2024-05-17 09:50:20
- 传送流水线的选择51阅读 2024-05-17 09:49:05
- 传送流水线的特点44阅读 2024-05-17 09:48:12
- 传送流水线的分类53阅读 2024-05-17 09:46:39

成都涂装设备销售,质量保证、价格实惠
2024-05-18 04:00:01 4584次浏览

价 格:面议
喷粉系统
粉体喷涂中的小旋风+滤芯回收装置是较先进,换色较快的粉末回收装置。喷粉系统的关键部分建议选用进口产品,喷粉室、电动机械升降机等部件全部国产化。
烘炉
烘炉是涂装生产线中的重要设备之一,它的温度均匀性是保证涂层质量的重要指标。烘炉的加热方式有:辐射、热风循环及辐射+热风循环等,根据生产纲领可分单室和通过式等,设备形式有直通式和桥式。公司生产的热风循环烘炉保温性好、炉内温度均匀、热损失少,经测试,炉内温差小于±3oC,达到先进国家同类产品的性能指标。
热源系统
热风循环是目前应用较普遍的加热方式,它利用对流传导原理对烘炉进行加热,达到工件的干燥和固化。热源可根据用户的具体情况选择:电、蒸汽、燃气或燃油等。热源箱可根据烘炉的情况而定:置于顶部、底部和侧部。本公司生产热源的循环风机为特制耐高温风机,它有寿命长、能耗低、噪声低、体积小等优点。
涂装流水线属于小规格大批量自动化生产工艺形式,利用自动喷涂、低温快速固化、高速运行的生产流水线,选用漆膜干燥快、光泽高、鲜映度好,固色性能佳的聚氨脂PU涂料,大批量生产具有鲜艳外观,手感佳的瓶盖外壳件。今天小编来介绍一下涂装流水线的工艺设计。
1、处理方式
工件处理方式,是指工件以何种方式与槽液接触达到化学预处理之目的,包括全浸泡式、全喷淋式、喷淋浸泡组合式、刷涂式等。它主要取决于工件的几何尺寸及形状、场地面积、投资规模、生产量等因素的影响。例如几何尺寸复杂的工件,不适合于喷淋方式;油箱、油桶类工件在液体中不易沉入,因而不适合于浸泡方式。
2、处理温度
从节省能源、改善劳动环境、降低生产成本、化学反应速度、处理时间和生产速度要求出发,在涂装流水线生产应用中普遍采用的是低温或中温前处理工艺。
3、处理时间
处理方式、处理温度一旦选定,处理时间应根据工件的油污、锈蚀程度来定。一般可参考前处理药剂使用说明书的处理时间要求。
4、工艺流程
根据工件油污、锈蚀程度以及底漆要求,分为不同的工艺流程。
5、几点注意事项
在工艺设计中有些小地方应该十分注意,即使有些是与设备设计有关的,如果考虑不周,将会对生产线的运行及工人操作产生很多不利的影响,如工序间隔时间,溢流水洗,磷化除渣,工件的工艺孔,槽体及加热管材料等。
如果说觉得机的成本太大,还有一种平价的替代方式。我们可以安装一些通风管来给烘干房,这样成本就会直线下降。但是,也有许多缺陷,比如说通风管排湿气的量肯定不彻底,只能进行一些粗糙的排放。另外,重要的是,它只能进行单纯的排放,而无法像机一样控制住湿度的变化范围。
-
 流水线的形式1.按生产对象是否移动,可分为固定流水生产线和移动流水生产线。2.按生产品种数量的多少,可分为单一品种流水生产线和多品种流水生产线。3.按生产连续程度,可分为连续流水生产线和间断流水生产线。4.按实现节奏的方式,可分为强制节拍流23-10-24 15:27:01
流水线的形式1.按生产对象是否移动,可分为固定流水生产线和移动流水生产线。2.按生产品种数量的多少,可分为单一品种流水生产线和多品种流水生产线。3.按生产连续程度,可分为连续流水生产线和间断流水生产线。4.按实现节奏的方式,可分为强制节拍流23-10-24 15:27:01 -
 流水线的形式1.按生产对象是否移动,可分为固定流水生产线和移动流水生产线。2.按生产品种数量的多少,可分为单一品种流水生产线和多品种流水生产线。3.按生产连续程度,可分为连续流水生产线和间断流水生产线。4.按实现节奏的方式,可分为强制节拍流21-12-14 18:36:01
流水线的形式1.按生产对象是否移动,可分为固定流水生产线和移动流水生产线。2.按生产品种数量的多少,可分为单一品种流水生产线和多品种流水生产线。3.按生产连续程度,可分为连续流水生产线和间断流水生产线。4.按实现节奏的方式,可分为强制节拍流21-12-14 18:36:01 -
 涂装即指对金属、塑料、木材等材料加工成的制品,表面覆盖保护层或装饰层,随着工业技术的发展,我国涂装技术与设备的发展经历了由手工到机械设备到自动生产线的发展过程、涂装工艺流程一般为:前处理、打磨→涂装→流平→干燥或固化→三废处理。涂装设备就是21-12-02 11:09:02
涂装即指对金属、塑料、木材等材料加工成的制品,表面覆盖保护层或装饰层,随着工业技术的发展,我国涂装技术与设备的发展经历了由手工到机械设备到自动生产线的发展过程、涂装工艺流程一般为:前处理、打磨→涂装→流平→干燥或固化→三废处理。涂装设备就是21-12-02 11:09:02 -
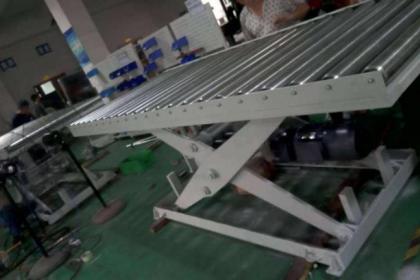
 无动力滚筒输送机是一种应用于自动化总装生产线的输送设备。其机械部分主要由机架、滚筒及导护边等几部分组成。根据产品工艺要求,人工推动传递,以完成需要的功能。安全注意事项1.在线体运行过程中,不要将手、脚伸入滚筒之间,否则,可能出现伤害事故;218-08-20 15:30:30
无动力滚筒输送机是一种应用于自动化总装生产线的输送设备。其机械部分主要由机架、滚筒及导护边等几部分组成。根据产品工艺要求,人工推动传递,以完成需要的功能。安全注意事项1.在线体运行过程中,不要将手、脚伸入滚筒之间,否则,可能出现伤害事故;218-08-20 15:30:30 -
 无尘喷涂是用钢质夹芯板组成的全封闭式生产车间,能有效地控制不良空气对产品的污染,降低喷涂室内的尘埃及产品的不良率。无尘喷涂技术提高了客户对品质需求,赢得了客户的信任,增强公司产品在市场的竞争能力。1、uv固化全自动流水线作业,适合批量连续生21-12-14 17:12:01
无尘喷涂是用钢质夹芯板组成的全封闭式生产车间,能有效地控制不良空气对产品的污染,降低喷涂室内的尘埃及产品的不良率。无尘喷涂技术提高了客户对品质需求,赢得了客户的信任,增强公司产品在市场的竞争能力。1、uv固化全自动流水线作业,适合批量连续生21-12-14 17:12:01 -
 电控系统 涂装、涂装流水线电气控制有集中和单列控制。集中控制能采用可编程序控制器(PLC)来控制主机,根据编制的控制程序对各工序进行自动控制,数据采集和监视报警。单列控制是涂装生产线中**常用的控制方式,各个工序单列控制,电控箱(柜)设19-07-23 18:20:01
电控系统 涂装、涂装流水线电气控制有集中和单列控制。集中控制能采用可编程序控制器(PLC)来控制主机,根据编制的控制程序对各工序进行自动控制,数据采集和监视报警。单列控制是涂装生产线中**常用的控制方式,各个工序单列控制,电控箱(柜)设19-07-23 18:20:01 -
 电子装联可采用的装联方式包括焊接、印刷连接、导线连接、螺铆紧固件连接、粘接等。在电子装联工业中,以锡合金为连接介质的焊接技术(简称锡焊技术)是一种能持续稳定实现电连通的基础技术,可用于焊接装联方式中各部件金属接脚连接,可用于印刷连接方式中元21-12-02 10:30:01
电子装联可采用的装联方式包括焊接、印刷连接、导线连接、螺铆紧固件连接、粘接等。在电子装联工业中,以锡合金为连接介质的焊接技术(简称锡焊技术)是一种能持续稳定实现电连通的基础技术,可用于焊接装联方式中各部件金属接脚连接,可用于印刷连接方式中元21-12-02 10:30:01 -
 电子产品输送线顾名思义就是电子类产品在生产、加工、装配、分拣、包装等过程中使用的输送类生产线。电子产品输送线具有较强的专用性、灵活布局、生产效率高、品种齐全等特点。在电子类产品中,是非常重要的生产设备。流水线的形式1.按生产对象是否移动,可23-10-24 11:09:01
电子产品输送线顾名思义就是电子类产品在生产、加工、装配、分拣、包装等过程中使用的输送类生产线。电子产品输送线具有较强的专用性、灵活布局、生产效率高、品种齐全等特点。在电子类产品中,是非常重要的生产设备。流水线的形式1.按生产对象是否移动,可23-10-24 11:09:01 -
 电子装联可采用的装联方式包括焊接、印刷连接、导线连接、螺铆紧固件连接、粘接等。在电子装联工业中,以锡合金为连接介质的焊接技术(简称锡焊技术)是一种能持续稳定实现电连通的基础技术,可用于焊接装联方式中各部件金属接脚连接,可用于印刷连接方式中元21-12-02 10:57:01
电子装联可采用的装联方式包括焊接、印刷连接、导线连接、螺铆紧固件连接、粘接等。在电子装联工业中,以锡合金为连接介质的焊接技术(简称锡焊技术)是一种能持续稳定实现电连通的基础技术,可用于焊接装联方式中各部件金属接脚连接,可用于印刷连接方式中元21-12-02 10:57:01 -
 设计自动化流水线、表面涂装、电子装联设备研究开发为中心,经过多年的发展,已经成为集非标自动化专机、自动化物流、表面涂装、电子装联设备的专业制造厂商。 产品广泛应用于3C产品、食品、烟草、汽车及其配件等行业。电子装联技术是工艺工作的重要组成部21-12-02 10:15:01
设计自动化流水线、表面涂装、电子装联设备研究开发为中心,经过多年的发展,已经成为集非标自动化专机、自动化物流、表面涂装、电子装联设备的专业制造厂商。 产品广泛应用于3C产品、食品、烟草、汽车及其配件等行业。电子装联技术是工艺工作的重要组成部21-12-02 10:15:01 -
 注意事项1、辊筒的长度选择:不同宽度的货物应选适合宽度的辊筒,一般情况下采用“输送物+50mm”。2、辊筒的壁厚及轴径选择:按照输送物的重量平均分配到接触的辊筒上,计算出每支辊筒的所需承重,从而确定辊筒的壁厚及轴径。3、辊筒材料及表面处理21-12-24 09:33:01
注意事项1、辊筒的长度选择:不同宽度的货物应选适合宽度的辊筒,一般情况下采用“输送物+50mm”。2、辊筒的壁厚及轴径选择:按照输送物的重量平均分配到接触的辊筒上,计算出每支辊筒的所需承重,从而确定辊筒的壁厚及轴径。3、辊筒材料及表面处理21-12-24 09:33:01 -
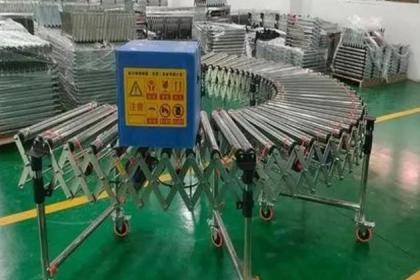
 滚筒转弯机,又称转弯滚筒输送机,滚筒输送机之间易于衔接过滤,可用多条滚筒线及其它输送设备或专机组成复杂的物流输送系统以及分流合流系统,完成多方面的工艺需要,应用非常广泛。设备特点:滚筒输送机之间易于衔接过渡,可用多条滚筒线及其它输送设备或专21-12-24 10:36:01
滚筒转弯机,又称转弯滚筒输送机,滚筒输送机之间易于衔接过滤,可用多条滚筒线及其它输送设备或专机组成复杂的物流输送系统以及分流合流系统,完成多方面的工艺需要,应用非常广泛。设备特点:滚筒输送机之间易于衔接过渡,可用多条滚筒线及其它输送设备或专21-12-24 10:36:01 -
 电子装联工艺及设备的分类(一)按电子产品的安装技术方式的不同分类(1) 表面贴装( SMT :Surface Mount Technoloty )用设备:如点胶机,锡膏印刷机,多功能贴片机,回流焊接机,在线光学检测设备AOI,离线或在线X-21-11-22 10:45:01
电子装联工艺及设备的分类(一)按电子产品的安装技术方式的不同分类(1) 表面贴装( SMT :Surface Mount Technoloty )用设备:如点胶机,锡膏印刷机,多功能贴片机,回流焊接机,在线光学检测设备AOI,离线或在线X-21-11-22 10:45:01 -
 电子产品输送线是隶属于流水线设备大类目下的一个小分类,所以电子产品输送线的分类与流水线设备类目下的输送系产品分类略有重复,大致分类如下:根据输送材质分为:皮带系输送线、网带式输送线、滚筒式输送线和板链式输送线;根据功能分为:产品输送设备和加23-10-24 10:30:01
电子产品输送线是隶属于流水线设备大类目下的一个小分类,所以电子产品输送线的分类与流水线设备类目下的输送系产品分类略有重复,大致分类如下:根据输送材质分为:皮带系输送线、网带式输送线、滚筒式输送线和板链式输送线;根据功能分为:产品输送设备和加23-10-24 10:30:01 -
流水线的优势1.整合生产工艺,可在流水线上布置多种工位,满足生产需求;2.可扩展性高,可根据工厂需求,设计符合产品生产需求的流水线;3.节约工厂生产成本,可一定程度上节约生产工人数量,实现一定程度的自动化生产,前期投入不大,回报 率高。流水23-10-24 14:30:01
-
 电子装联专用设备的技术水平及运作性能不仅直接影响产品的电气连通性,还影响到产品性能的稳定性及使用的性,甚至决定了整个大型系统的成败。比如,汽车发动系统已普遍采用了加载ECU(电子控制单元)的机电一体化零部件,完成发动机运转、废气再循环、故障21-12-02 09:21:02
电子装联专用设备的技术水平及运作性能不仅直接影响产品的电气连通性,还影响到产品性能的稳定性及使用的性,甚至决定了整个大型系统的成败。比如,汽车发动系统已普遍采用了加载ECU(电子控制单元)的机电一体化零部件,完成发动机运转、废气再循环、故障21-12-02 09:21:02 -
 滚筒输送机之间易于衔接过滤,可用多条滚筒线及其它输送设备或专机组成复杂的物流输送系统以及分流合流系统,完成多方面的工艺需要,应用非常广泛。转弯滚筒输送机的主要材质:碳钢、不锈钢、铝材、PVC、塑钢。转弯滚筒输送的驱动方式有:减速电机驱动、电21-12-24 09:48:01
滚筒输送机之间易于衔接过滤,可用多条滚筒线及其它输送设备或专机组成复杂的物流输送系统以及分流合流系统,完成多方面的工艺需要,应用非常广泛。转弯滚筒输送机的主要材质:碳钢、不锈钢、铝材、PVC、塑钢。转弯滚筒输送的驱动方式有:减速电机驱动、电21-12-24 09:48:01 -
 电子产品输送线是隶属于流水线设备大类目下的一个小分类,所以电子产品输送线的分类与流水线设备类目下的输送系产品分类略有重复,大致分类如下:根据输送材质分为:皮带系输送线、网带式输送线、滚筒式输送线和板链式输送线;根据功能分为:产品输送设备和加23-10-24 11:39:01
电子产品输送线是隶属于流水线设备大类目下的一个小分类,所以电子产品输送线的分类与流水线设备类目下的输送系产品分类略有重复,大致分类如下:根据输送材质分为:皮带系输送线、网带式输送线、滚筒式输送线和板链式输送线;根据功能分为:产品输送设备和加23-10-24 11:39:01 -
 汽车线束内的电线常用规格有标称截面积0.5、0.75、1.0、1.5、2.0、2.5、4.0、6.0等平方毫米的电线(日系车中常用的标称截面积为0.5、0.85、1.25、2.0、2.5、4.0、6.0等平方毫米),它们各自都有允许负载电流23-10-24 11:12:01
汽车线束内的电线常用规格有标称截面积0.5、0.75、1.0、1.5、2.0、2.5、4.0、6.0等平方毫米的电线(日系车中常用的标称截面积为0.5、0.85、1.25、2.0、2.5、4.0、6.0等平方毫米),它们各自都有允许负载电流23-10-24 11:12:01 -
 物流输送线自动控制系统主要利用PLC控制技术,使系统按照生产指令,通过系统的自动识别功能和输送线系统,自动地和柔性地把托盘箱里的生产物料,以的路径、快的速度,准确地从生产场地的一个位置输送到另一个位置,完成生产物料的时空转移,保证各种产品的21-12-14 17:30:01
物流输送线自动控制系统主要利用PLC控制技术,使系统按照生产指令,通过系统的自动识别功能和输送线系统,自动地和柔性地把托盘箱里的生产物料,以的路径、快的速度,准确地从生产场地的一个位置输送到另一个位置,完成生产物料的时空转移,保证各种产品的21-12-14 17:30:01
被浏览过 5160872 次 版权所有:成都鑫睿能机电设备有限公司(ID:9824896) 技术支持:强帆
第13年
